砂石骨料的加工设计以及质量控制要点
作者:红星机器 发表于: 2016-04-06 14:08:52更新于: 2020-08-31 18:15:28

杨帅军老师 红星技术工程师
嘉陵江草街航电枢纽船闸工程砂石料加工系统主要是由砂石加工系统、供水系统、水处理系统以及供电系统组成,本文将为大家详细介绍该砂石料加工系统的设计以及质量控制。

嘉陵砂石加工现场
一、系统设计
嘉陵江草街航电枢纽船闸工程砂石加工系统布置在马鞍山人工骨料场附近。根据场地地形、地质资料,将砂石加工系统布置在马鞍山人工骨料场西南角,主要车间布置在高程275~305m。根据类似工程施工经验,系统总体工艺设计为:
(1)系统采用湿法生产的加工工艺。
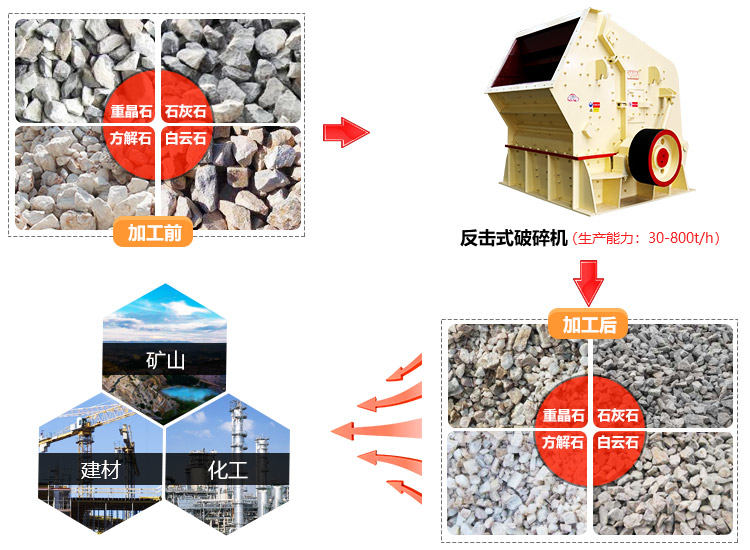
(2)对于生产碎石而言,采用2段破碎工艺,即粗碎和中碎。粗碎选用2台红星机器反击式破碎机,中碎选用2台反击式破碎机。粗碎车间布置在高程297.0m的平台上,粗碎回车场布置在高程306.0m的平台上。供料通过2台振动给料机筛分给料,大于150mm的毛料进入破碎机破碎,小于150mm的毛料进入弃料筛进行弃料筛除,然后通过皮带将大于20mm的毛料送到半成品料堆,在2台破碎机底部各设1台槽式给料机,通过1条胶带机出料。中碎车间布置在高程280.0m的平台上,布置2台NP1110反击式破碎机,由一级筛分直接给料,由1条胶带机出料,并返回到半成品料仓。

进行中碎的反击式破碎机
(3)系统共设置三级筛分,一级筛分出80~150mm和40~80mm两级成品骨料,二级筛分出20~40mm和5~20mm二级成品骨料,三级筛分出 5mm成品砂料。一级筛分车间布置在高程280.0m的平台上,布置2台3层重型振动筛,设2条胶带机分开给料,2条胶带机出料,对超径或多余料直接进入中碎车间。一级筛分底部设洗砂机2台,通过1条胶带机出料到1号调节料仓。二级筛分车间布置在高程280.0m的平台上,布置2台3层圆振动筛,并配置筛分调节料堆。三级筛分车间布置在高程277.0m的平台上,布置2台2层圆振动筛,由VI300制砂车间给料,出成品砂,多余料返回到2号调节料仓。

圆振动筛分机可以筛分出不同规格的石料
(4)采用联合制砂工艺,即冲击式破碎机和棒磨机联合制砂。制砂车间布置在高程277.0m的平台上,设置2台冲击破碎机,并在高程277.0m平台上布置制砂调节料仓,由2条胶带机给料,2条胶带机出料。棒磨制砂车间布置在高程276.0m的平台上,布置2台型号为MZB2136棒磨机,1用1备,并在高程277.0m平台上布置制砂调节料仓,由2条胶带机给料,出料进入洗砂机,通过胶带机送到成品砂堆场。

棒磨式制砂机的出料量大
(5)系统设置石粉回收工艺。石粉回收车间布置在高程276.0m平台上,紧临棒磨制砂和三级筛分车间布置2台ZX250泥浆净化装置,反循环砂石泵送进料,回收的石粉直接落到砂胶带机上。同时建设了2座刮砂池,协助进行石粉回收。
二、质量控制要点
1、产品质量要求
(1)本工程骨料的粒径分为80~150mm,40~80mm,20~40mm,5~20mm及 5mm。
(2)人工砂中的细度模数、石粉含量、泥块含量和含水率4个指标为人工砂生产加工中质量控制的要点难点,粗骨料中的含泥量、泥块含量、超、逊径含量及针片状颗粒含量为粗骨料生产加工中质量控制的要点难点。

洗砂机可以提高砂石品质,减少杂质
2、影响砂石料质量的原因分析
为确保砂石料质量始终处于受控状态,根据砂石料质量控制标准和马鞍山砂石系统生产特点,通过对开采、破碎、筛分、制砂等关键生产工艺的分析和研究,确定质量控制要点。
3、质量控制措施
(1)毛料开采
在规定料区范围开采;不定期对开采的岩石进行强度鉴定,保证人工骨料的强度要求。覆盖层、杂物、无用料等按规定清除并运到指定的弃料场。严格控制钻孔爆破质量,改进爆破效果,减小毛料爆破粒径。对于边长尺寸大于700mm的块石,用振动锥进行二次解小后,再运往石料筛分系统。装运过程中遇到断层,发育节理、溶沟、溶洞等部位的无用料及其填充物,及时装运到指定弃渣场,避免无用料混入。
(2)破碎
粗碎、中碎均采用反击破碎工艺。根据前仓混凝土的浇筑强度及混凝土级配的需求,及时调节反击板与转子的间隙,有效控制骨料各级配的含有率,防止骨料超逊径超标。须经常检查反击式破碎机板锤磨损情况,并根据磨损情况调整排料口的尺寸,以控制排料粒径不超过设计要求。

作业现场的反击式破碎机
(3)筛分
①筛分机安装角度、筛网孔径以及筛子振幅,应根据多次生产试验结果选择,并经常检查各层筛网网孔,发现筛网磨损或筛孔磨损超限,立即停机修补或更换。
②对小于40mm的毛料进行洗泥,对大于40mm的骨料采用筛分中喷水冲洗工艺,能够有效控制成品料的含泥量。
③安排人员在半成品料仓,随时捡出混入半成品料中的泥团等杂物。
④在粗碎车间,喂料振动筛(给料机)的下方安装弃料筛,将小于20mm的弃渣提前除去,减少半成品料仓中泥土等杂物的进入。
⑤成品骨料通过振动筛逐级筛分后,经胶带机进入成品料仓。洗砂机排出的污水由排水沟流入沉淀池,经处理后再排入嘉陵江。为防止成品料仓遭受二次污染,除在料仓四周建设挡墙外,在成品料仓周围设置截水沟及排水沟。

作业现场的筛分机
(4)制砂
制砂工艺中采用冲击式破碎机和棒磨机联合制砂,既能提高人工砂的产量,又能有效调节砂的细度模数。定期对立轴冲击式破碎机进行检查,发现破碎机的称板损坏或磨损严重及时更换或调整,严格控制给料量、给料粒径和给水量,提高破碎机的生产能力及成砂率。棒磨机的制砂细度模数易于调节,砂的粗细跟钢棒量、棒径级配、给水量、进料量、给料粒径有关,故在运行过程中加强巡视并及时调整。
①人工砂细度模数控制。根据马鞍山砂石加工系统人工砂生产工艺流程,成品砂由4部分组成(立轴破碎机产砂+棒磨机产砂+预筛分筛下的砂+回收石粉),而湿法生产时人工砂的细度模数控制主要取决于棒磨机和石粉回收工艺,故人工砂的细度模数调整可以采取以下措施:通过调整立轴冲击式破碎机的生产能力及成砂率,调整成品砂的细度模数;通过调整棒磨机装棒量、棒径级配、给水量、进料量、给料粒径,调整成品砂的细度模数;通过利用泥浆净化设备及刮砂池控制人工砂中的石粉含量,并降低人工砂的细度模数。
②人工砂含水率的控制采用机械脱水和堆存脱水相结合的方法。机械脱水采用振动筛脱水工艺。堆存脱水是设计较大容量的成品砂仓,马鞍山砂石加工系统成品砂仓能满足混凝土连续高强度生产10d的需要,保证成品砂有足够的脱水时间,同时成品砂仓设防雨棚,料仓采用混凝土底板,并在底板上设排水盲沟和集水沟,以保证成品砂含水率稳定。

冲击式制砂机出砂率高
三、质量检测及成品料堆放
1、质量检测
在马鞍山砂石骨料加工场建设现场试验室并派驻试验人员,对每班生产的成品骨料进行抽样检验,及时将质量信息反馈给生产工区和现场调度,出现异常及时处理。确保成品骨料的各项指标满足施工规范的要求。
2、成品料堆放
布置4个粗骨料堆场和1个砂堆场。粗骨料堆场堆高15m,采用单点堆料。砂堆场堆高18m,长100m,采用卸料小车堆料,并对骨料的堆高进行监控,避免产生混料现象。在特大石(80~150mm)仓、大石(40~80mm)仓和中石(20~40mm)仓均设有缓降器,防止碎石骨料发生再次破碎,确保成品碎石逊径含量不超标。
砂石料作为现代建筑主体基本材料,其质量的好坏是影响混凝土质量的直接因素,因此砂石生产厂必须要通过合理的生产工艺,有效的控制成品骨料的质量,为建筑工程提供稳定可靠的砂石骨料。

红星机器厂家专业大型,价格实惠


如需了解设备的优惠报价、选型、配置方案等相关资讯,可以留下您的需求。
专车接待 实地考察 免费制定方案
-

 反击破破碎必须要加颚破吗?能打鹅卵石吗?
2021-01-25 09:28:28
反击破破碎必须要加颚破吗?能打鹅卵石吗?
2021-01-25 09:28:28
-
 破碎混凝土有什么先进机器?
2020-11-03 10:54:57
破碎混凝土有什么先进机器?
2020-11-03 10:54:57
-
 大型矿石厂破碎矿石需要多大的机器?一条生产线需要多少钱
2020-07-25 16:10:55
大型矿石厂破碎矿石需要多大的机器?一条生产线需要多少钱
2020-07-25 16:10:55
-
 反击式破碎机工作原理,型号有几种?
2020-07-21 18:08:17
反击式破碎机工作原理,型号有几种?
2020-07-21 18:08:17
-
 反击破可以打碎河卵石吗?破碎鹅卵石用什么破碎机好?
2020-04-27 17:27:40
反击破可以打碎河卵石吗?破碎鹅卵石用什么破碎机好?
2020-04-27 17:27:40
-
 反击式破碎机的型号有哪些?有没有具体的参数和价格介绍
2019-10-23 08:12:49
反击式破碎机的型号有哪些?有没有具体的参数和价格介绍
2019-10-23 08:12:49
-
 想要将石头碎成沙用什么机械?如何打成沙子
2019-08-28 14:47:07
想要将石头碎成沙用什么机械?如何打成沙子
2019-08-28 14:47:07
-
 时产100吨的反击破碎机设备生产厂家和价格,专业厂家价格低
2019-08-21 16:45:11
时产100吨的反击破碎机设备生产厂家和价格,专业厂家价格低
2019-08-21 16:45:11





